FAQ and Troubleshooting Robopop
RoboFactory Quick Start Guide
The equipment starts up in the following order
1) Grand Robopop220
2) Slurry stationVPM-OS2 (pre-heating)
3) Transporting conveyor VP-K60-65
4) Coating drum VPM-CS200
5) Storage bin VPM-B300
6) Slurry stationVPM-OS2 (oil pump)
Grand Robopop220 during operation, constantly repeats the same cycle - the grain goes into the chamber, it warms up, the grain explodes, the open popcorn falls into the sifter, and then goes from there to the conveyor belt. Visually, the Grand Robopop220 gives out popcorn in waves-style - sometimes more, sometimes less, then again more.
The speed must be chosen so that at the moment of maximum ejection of grain, the conveyor has time to take it out from under the sifter and it does not fall off the conveyor onto the floor. At 230°C (446°F) on the Grand Robopop220, the conveyor speed is 55.

For stable operation of the system, it is first necessary to fill the hopper with grain to the lower sensor (Low-level sensor). At 230°C (446°F), the Grand Robopop220 fills the hopper to the Lower Sensor level in approximately 20 minutes.

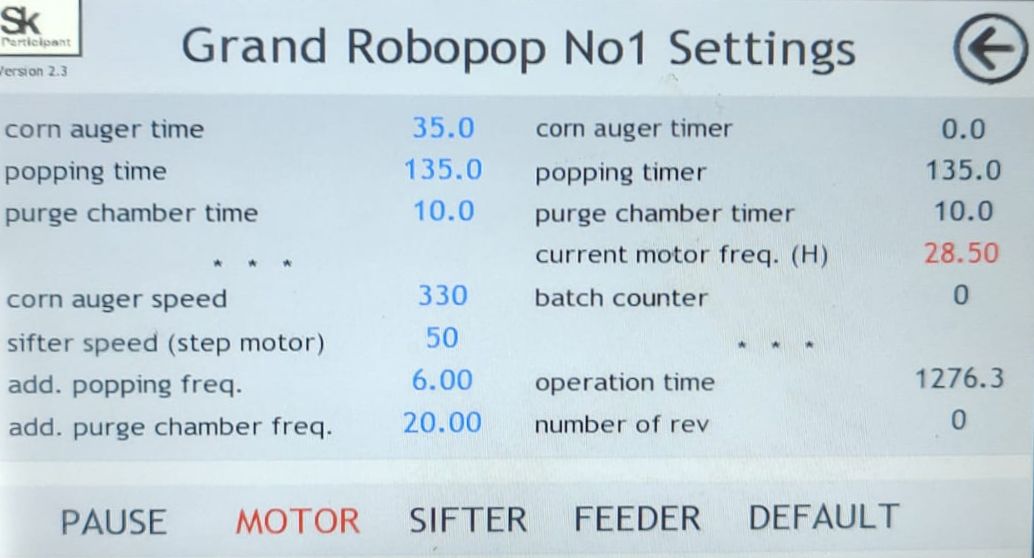
Full Grand Robopop220 settings
|
Corn auger time - 35 |
Sifter speed - 50 |
|
Popping time - 135 |
Add pooping frequency - 6 |
|
Purge chamber every - 10 |
Add purge chamber frequency - 20 |
|
Cjrn auger speed - 330 |
|
It is important to set the Grand Robopop220's temperature and sifter rotation speed correctly - if the sifter rotates too slowly, the popcorn cannot exit the Grand Robopop220's working chamber effectively, and clogging chamber error may occur.
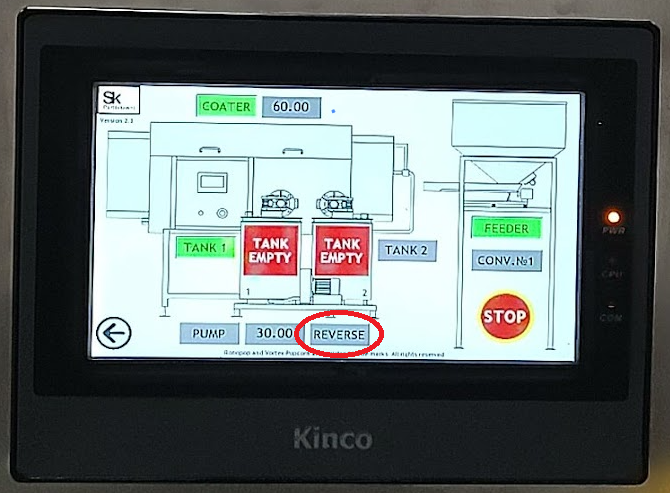
The same thing can happen if the grain feed rate into the Grand Robopop220 chamber is too high - too much open grain can clog the chamber (clogger chamber alarm). The operating panel of the Grand Robopop220 offers a choice of device settings (electromechanical control - see picture).

However, the touch-screen on the Control Box (Control panel VPM-CPS) of the RoboFactory line allows adjusting settings much more flexibly, increasing the productivity of the entire line and making all component's operations more stable.
At the beginning of the working day, you need to run:
-
Grand Robopop220 - set the temperature (in our case 230°C / 446°F), fill in the grain, and turn on the sifter. While the device is warming up, you can deal with the remaining elements of line
-
Oil tanks - you need to fill them with a mixture (Slurry mix) and set the temperature. We recommend a cheese mixture temperature of 35-38°C (95-100°F). To do this, you need to manually turn on the toggle switches. Attention, if you fill in a small amount of oil, then overshoot/excess of temperature is possible. Fill with more oil.

When the Grand Robopop220 starts making popcorn, turn on the conveyor (speed 55 on the touch-screen on the Control Box). The conveyor will fill the hopper with popcorn. During this time, the oil tanks are in mixing and heating mode, oil is NOT supplied to the system.
When the Low-level sensor (inside hopper/collecting bin) stops lit - there is enough popcorn in the hopper, you can start the main process. Turn on the rotation of the Coating drum (speed 25-30) and turn on the infrared heaters on it. Turn on the vibration of the hopper and feeder (recommended level 90-100). Turn on the oil supply (recommended level 15-17). You will see how the oil went through the hose. Ideally, the operator will adjust the system so that the slurry mix and the popcorn enter the drum at the same time. If the first batch of popcorn is not really good (which is ok in the beginning at the start), you can put it back in the hopper to run it in the coating drum a second time.
When the RoboFactory line is running, it is important to add oil/slurry mix on time and add popcorn kernels to the Grand Robopop220. The rest of the operations the line performs automatically.
If you want to pause your work (up to 5 minutes), it is important to correctly pause the line.
Pause up to 5 minutes:
-
Turn off the oil supply. Immediately turn on the reverse on the pump - this is important so that the oil does not freeze in the tubes (otherwise you will have to disassemble and wash the entire hose system, valves, and peristaltic pump).
-
Turn off the vibration on the hopper/collecting bin.
-
The drum can rotate - it will finish mixing the incoming ingredients, and then it will simply rotate to idle.
-
The Grand Robopop220 and the conveyor can also continue to work - they will fill the hopper with popcorn.
Line stop (Not Emergency stop)
If you want to stop the line for a longer period - be sure to follow this order:
-
Turn off Grand Robopop220. This machine takes a long time to cool down, so it will still dispense popcorn for a while.
-
At the end of the day, do not leave popcorn in the hopper - it will absorb moisture, and become soft (lose crispy properties). Run and wait until the hopper/collecting bin is empty.
-
When the vibrating tray (under the collecting bin) stops supplying popcorn to the Coating drum, turn off the oil supply. Immediately reverse the oil pump! It is important to collect the remaining oil/slurry mix back into the tanks.
-
Turn off the vibration on the hopper. Wait until the Coating drum will finish mixing the last remaining popcorn.
-
When the Coating drum is empty - turn off the rotation of the drum. Turn off the infrared heaters (button on the Coating drum panel).
-
Unscrew the wing nut, remove the spout and remove the oil supply tube.
-
Insert an oil tube into an empty oil bucket, turn on the pump and drain any residue from the tanks into the bucket (use the valve to choose the tank). When both oil tanks are empty, turn off the oil pump.
To prevent the oil from freezing in the hoses, you must immediately rinse the oil system with warm water. Prepare several buckets of warm water, pour water into both tanks, and turn on the rotation. Place the end of the hose in an empty bucket and turn on the pump - dirty water with the mixture residue will leave the tanks and clean the hoses from inside. Repeat this operation a few times.
it is important that the water temperature should not exceed 70°C (160°F). Oil system hoses are not heat resistant. Working with very hot water reduces their life, as well as the life of the oil pump.
When you have cleared both tanks and hoses of oil residue, turn off the oil station. Take a cotton swab (these are used to clean the ears) and gently wipe the area around the volumetric sensor inside each tank - it is important to remove residual dirt for the sensor to work adequately.
Coating drum cleaning
There are several options for cleaning the drum. One of them (the main one) is described in the Operating Manual for Coating drum VPM-CS200.
Turn off the drum, and disconnect the infrared heater power cable from the right side.

Release the 4 latches and remove the top cover. Use the helper to remove the whole drum, and wash it with hot water to remove popcorn and oil residue.
Wash the device from the inside. Pay attention to the wheels on which the drum is spinning - remove the husks, popcorn parts, and oil traces from each wheel. It is important that they are clean because due to oil residues they can slip and the drum will not spin.
The conveyor and hopper/collecting bin are the easiest to clean - a damp cloth and ordinary detergent are enough. Wipe them off any leftover popcorn. These elements do not get into contact with oil, so their cleaning is quite simple.
Grand Robopop220 - as you remember, we turned it off the very first. It takes a long time to cool, so we clean it last. Make sure the body of the machine is cool down (warm but not hot). Release the 4 latches and remove the cooking chamber door/cover.

Use a vacuum cleaner to remove the remains of burnt popcorn and husks inside the cavity and door.
Clean the sifter - empty the surface tray.

Remove the top cover - unfasten 4 locks, take out the drum, and clean the area around the wheels. If the wheels are in the husk, they may begin to slip and the sifter drum of the Grand Robopop220 will spin.
At the very end, turn off the Control box, and turn off the oil station and the coating drum using the buttons on the device case.
Brief recommendations for cleaning equipment.
Cleaning of each element (briefly, see details in the manual for each element)
Grand Robopop220 - wait until it cools down. The Grand Robopop220 is the first to turn off, so by the time you turn it off and wash everything else, it will just cool down. Remove the sifter lid, remove the sifter, and discard the husk, skin, debris, unopened grains, and half-opened grains. Vacuum everything. Pay special attention to roller wheels - they should not be greasy, and husks should not stick so that nothing scrolls.
Open the chamber of the Grand Robopop220, and vacuum up the burnt grains and dust. Remove any remaining grain from the hopper so that it does not dry out.

Conveyor. Wipe stainless steel with a damp cloth. You can moisten it with detergent, and then remove its remnants with a dry cloth.
Clean the plastic conveyor belt with SynClean LF and SynClean HD.
It is necessary to periodically check the tension of the conveyor belt: during the first 1000 hours of operation, the tension is checked every 50 hours of operation (once a week). Then every 250 hours (once a month). The tightening force of the bolts is 45-newton * meters.
The bearing on the drive roller must be lubricated on both sides once a month.

Use Shell Alvania RL 2.3 or Castrol LM, LMX.
There will be husks at the bottom of the conveyor and popcorn is a light product, so it sticks to the conveyor. Vacuum the area under the conveyor at the end of the day.
Hopper - wipe stainless steel with a damp cloth. A soft mop with a long telescopic handle is usually used (you need a ladder, beware of falling from a height).

Do not wash the hopper and Vibro feeder with a pressure washer! It is necessary to periodically wipe the optical sensors with a soft cloth so that they are not clogged with husks.

Coater - wipe the outside with a damp cloth. Pull out the oil tube and oil hose from the coater (see Cleaning in the Oil Station Operating Manual). Do not wash with a pressure washer (infrared heaters can be damaged).

Disconnect the wire from the IR heaters. Unfasten 4 clips, and remove the upper casing with two people. Remove the drum, wash with detergent (remove oil), and wipe. Wipe and clean the rollers (4 pcs) from the husk and oil - this is necessary for good contact between the drum and the rollers so that they do not scroll. Install the drum back - exactly on the rollers. Put on the cover, hook 4 clips, and connect the wire of the IR heater.
Chain tension - there is a standard for chain sagging (from 4 to 7 mm), check periodically.
The oil station is the dirtiest element. Do not wash with a pressure washer (thermal insulation will get wet and the wires inside will be shorted).
At the end of the day, remove the oil tube from the coater, place it in a bucket of oil and use the Pump button to pump out the remaining oil in turn from tank 1 and tank 2. Close and remove the bucket.

Pour hot water into both tanks (you can use soapy water), and turn on the mixers for a few minutes. Take an empty bucket and drain the dirty water from tank 1 and tank 2 one by one. Besides the fact that hot water cleans the tank itself, it also cleans the oil pipes and outlets - it is important that the oil does not freeze there! If it freezes, you will have to disassemble the entire system, it is long and difficult.
If dirt remains inside, the procedure must be repeated. To clean the inner surface of the tanks, use only food-grade detergents; it is strictly forbidden to use abrasive and aggressive detergents (it can corrode scrapers, corrode metal, corrode hoses, and a peristaltic pump).
At the end of washing, be sure to wipe both sensors and the recess around them with a cotton swab to remove any remaining dirt. This can critically affect the sensors

What to check: fastening the motor bolts to the tank, fastening the tank bolts to the pedestal. If you pulled out the motor and the mixer, before reinstalling it, you must insert the mixer axis into the spindle sticking out exactly in the center at the bottom of the tank. When installing the lid with the motor and mixer, it is not necessary to twist the lambs too much, this makes it difficult for the mixer motor to work, it heats up and can burn out.
Troubleshooting and possible malfunctions
Grand Robopop220
|
Clogging of the working chamber (the chamber is clogged with popcorn) The reasons:
Important! Stop the machine using the Emergency Stop button. DO NOT OPEN the chamber cover - air entry may cause a fire. Let the device cool down. Then clean the chamber from the inside, clean the metal channel with a brush (grain is fed through it), and vacuum the chamber. |
|
The chamber clogging sensor is triggered, although the chamber is not clogged
|
|
Machine warms up slowly
|
|
I connected my Grand Robopop220 to the RoboFactory line, but I can't change the settings via the touchscreen on the control box
|
|
Sifter does not rotate
|
|
Camera light not on
To replace lightbulb do the following. 1. Turn off the machine and disconnect it from the mains. Wait until the machine cools down. 2. Take the chamber door off to open the chamber. 3. Backlight is located on the right sidewall of the chamber. 4. Remove four screws that hold the lamp screen and take the screen off. If it is stuck, carefully insert a flat screwdriver under the metal frame of the screen and turn it gently to detach the screen. 5. The lightbulb is being held by the spring-loaded socket. Shift the bulb upwards or downwards to release its opposite end, and then take the bulb out. THE BULB MAY BE EXTREMELY HOT! BURN HAZARD! 6. One must not touch the new lightbulb with bare fingers; skin fat can cause bulb destruction during further operation. If the bulb is greasy, it is required to wipe it thoroughly with a soft, clean, and dry cloth before putting it in. 7. Once bulb replacing is done, put the protective screen back and fix it with four screws. Close the chamber. |
|
The sifter rotates in the opposite direction
|
|
Grain pouring from the conveyor
|





Hopper and vibrating feeder
|
Conveyor rotates in the opposite direction
|
|
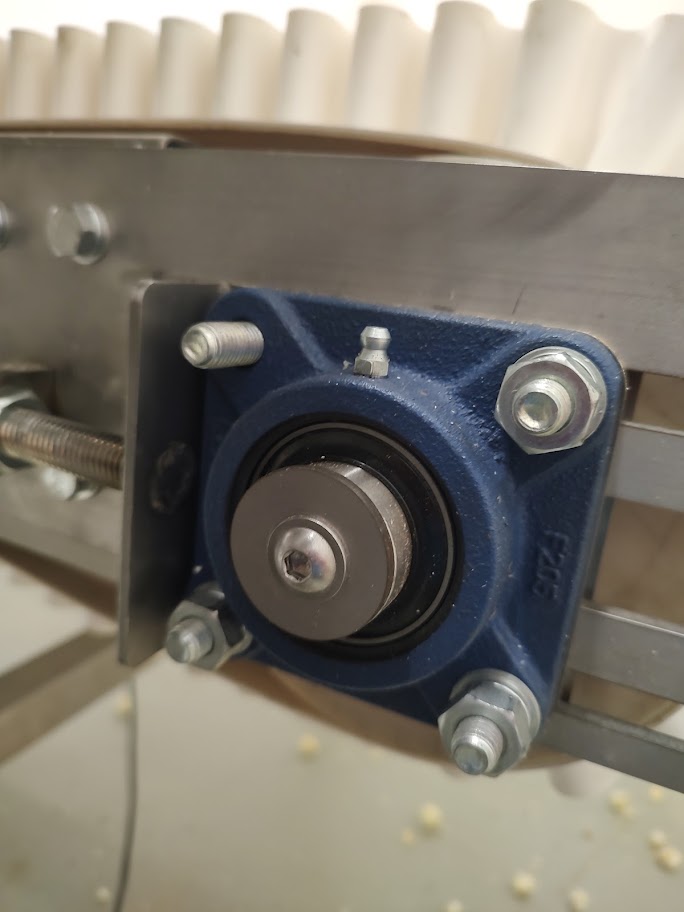
Conveyor belt sags or regularly slips off one/several guide rollers
To do this, first, loosen 4 nuts (wrench 17). And then with a 23 wrench, turn the nut on the guide pin in the direction of the red arrow. After that, tighten the 4 nuts again with a 17-wrench. Make sure that the distances on the stud are the same on both sides of the conveyor, otherwise, the roller will warp and it may stall during rotation.
|
|
A conveyor belt moves too slowly, Grand Robopop220 popcorn spills out
|
|
Popcorn accumulates under the conveyor belt
|
|
The motor began to make creaking sounds
|
|
The conveyor belt is not moving. Electricity is ok.
|
|
The motor moves/vibrates slightly while the conveyor is moving.
https://drive.google.com/file/d/1XgEZvYvfMwpNA9ITNmMGCmTdKRVHeEU3/view?usp=sharing |






Hopper and vibrating feeder
|
The touchscreen displays “Low level” when the tank has popcorn.
|
|
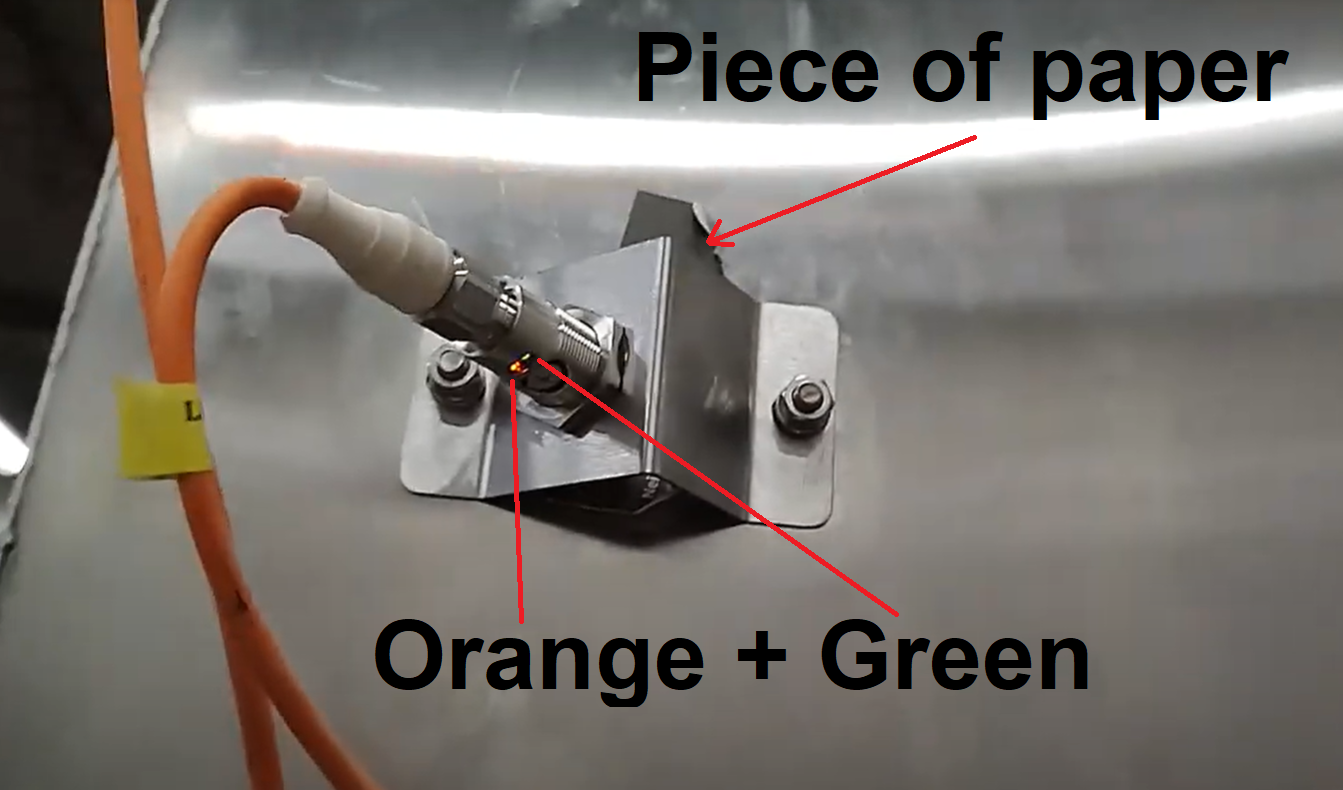
Why do we need two level sensors and how do they work?
The sensors must come immediately with cables labeled accordingly. If something was disconnected/reconnected, the sensors may have been mixed up in places. This is also indicated by the video https://photos.app.goo.gl/jTvf95tJLAs8KsQQ7 - at the beginning, when the lower sensor is not blocked, the panel shows the EMPTY state, which means that the upper sensor worked at that moment. After the lower sensor is covered, the panel displays two states at the same time, which of course cannot be, but the program simply processes the sensor signals.
I recommend checking the response distances of both sensors, taking into account the above. Correctly shield the sensor beam with white paper inside the hopper. Calibrate with a screwdriver - turn the screw until the sensor triggers (orange and green signals are on simultaneously) |
|
Vibratory feeder and hopper are enabled on the Touch screen, but they do not work
|
|
Vibratory feeder on but popcorn not moving
|
|
I see some washers, but I don’t understand why they are?
Those semi-round segments are intended to be put inside the vibrating motor, see the picture attached. More segments put in the motor cause more intensive vibration of the hopper. If you see that popcorn inside the hopper tends to "stick" to the walls, then it makes sense to add a few segments, increased vibration might help popcorn to leave the hopper.
1. Unplug the machine. 2. Open two covers on the sides of the motor (see another picture attached). 3. Add segments on each side. The number of segments added on each side must be equal! 4. Close the covers. 5. Attach the motor back to the hopper. 6. Run the machine. |
|
The sensor shows that the hopper is full, but nothing is spilling over the edge.
|
|
There is a lot of popcorn in the hopper, but the top sensor did not work!
|
|
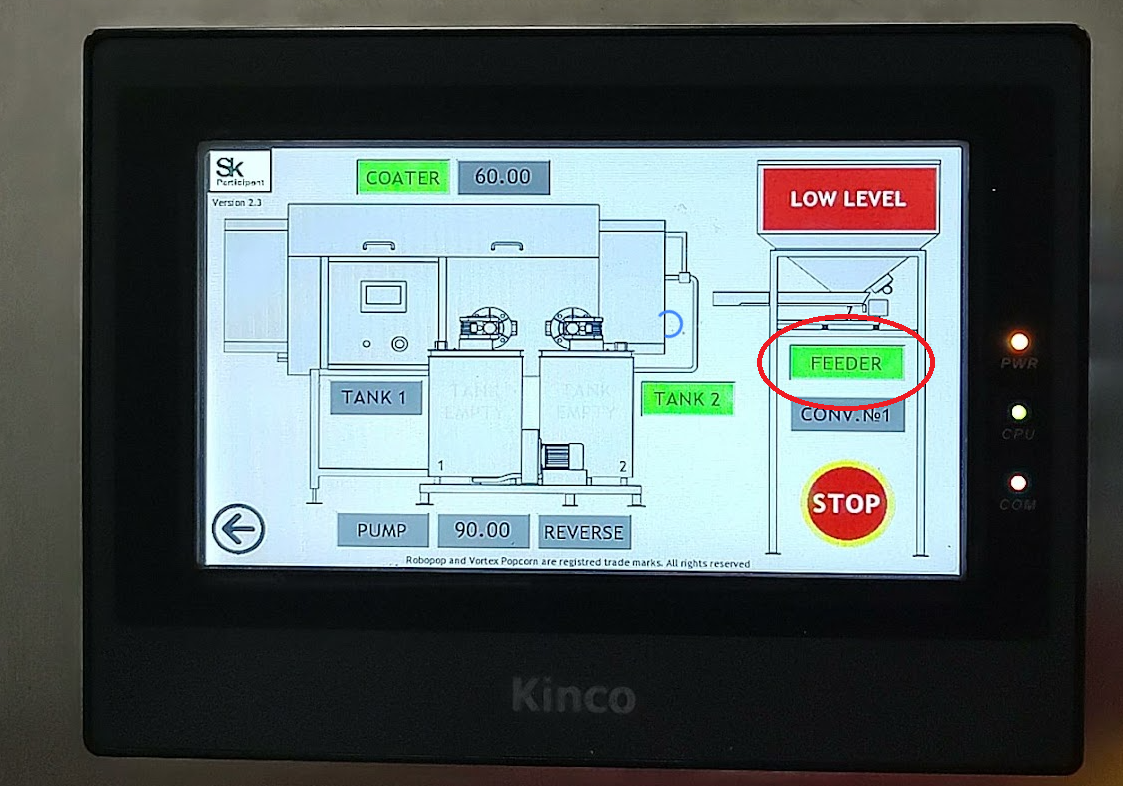
On the touchscreen, I see Feeder and Conv icons. No. 1, but only Feeder works
|












Oil station
|
Mixers spin in the opposite direction https://photos.app.goo.gl/AxKqiUafzkEaz8yT8
|
|
One or both mixers are spinning heavily, the motor is hot
Sometimes the cheese mixture will harden at the bottom because the protein has curdled. This is due to overheating (the milk protein in the cheese mixture overheats at temperatures over 55°C /130°F). Do not overheat the mixture! |
|
One or both mixers seem to vibrate when rotating, the cover of the oil tanks moves and vibrates
|
|
I see a blue glow near the oil tank, what does this mean?
|
|
The sensor on the touchscreen indicates that there is oil in the tank, although the tank is empty.
|
|
My Volume sensor is out of order, can I buy an analog and install it myself?
|
|
What to do so that the oil in the pipes does not freeze
|
|
Can oil be left in tanks overnight?
|
|
There is some black short piece of hose in the kit, what is it? Can it be thrown away?
|
|
I have a clogged oil pipe, can I set the pump to maximum power and clean it this way?
|
|
I have a clogged spout at the end of the oil system. It is inside and nothing flows out of it.
|
|
Is it possible to work without a spout at all
|
|
How to properly install the spout? That's right:
That's so wrong and right
First, the metal end of the oil hose is inserted into the bracket, and then the spout is inserted into it (it must be inserted with force, it is fixed with an internal rubber o-ring). The oil from the spout must NOT come into contact with the vibratory feeder tray. |
|
I turned on the oil station, added oil, and the temperature on the Autonics sensors went down. Why?
|
|
Is it possible to increase the rotation speed of mixers inside oil tanks
|
|
What ingredients can be used in an oil station?
|
|
Why do oil system components get clogged?
Below is a photo of the cured cheese mixture - avoid overheating the mixture/clogging the tubes
|
|
Can oil tanks be loaded with solid oil?
|
|
Give the recipe for the butter-cheese mixture for the RoboFactory line:
|
|
Why is it so important to use finely divided salt for cheese mixture?
|
|
I want to buy RoboFactory equipment, but I'm not sure if my recipe will work?
|